3Dプリンターのサポート材とは?
3Dプリンターのサポート材は、造形物を安定させ造形するために必要な補助材料です。アンダーカット部分のような複雑な形状を支える役割を果たします。

サポート材の役割と目的
サポート材は、3Dプリンターでの造形プロセスにおいて重要な役割を果たします。まず、垂直に盛り上がったり突出したりする部分を支えることで、造形物を正確に造形するのを助けます。たとえば、球体を積層する場合、球体の下半分はアンダーカットになっているため、その下にサポート材が必要になります。
また、サポート材は造形物の全体的な安定性を確保します。これにより、造形中にプリントヘッドが材料を正確に配置でき、完成品の品質が向上します。また、造形物の型崩れを防ぐことができ、これはABSのようなフィラメントタイプのシステムで特に効果的です。
最後に、サポート材は造形方式により後処理方法が異なります。特に水溶性や可溶性のサポート材を使用することで、完成後の除去が容易になり、時間と労力を節約できます。このように、サポート材は3Dプリントの成功に不可欠な要素です。
サポート材が必要な形状
3Dプリントで特にサポート材が必要な形状には、いくつかのパターンがあります。まず、オーバーハング部分です。オーバーハング(アンダーカットとも呼ばれる)は基盤から大きく突き出た部分で、重力に逆らうためサポート材が必要です。たとえば、飛び出た看板やアーチのような構造がこれに該当します。
次に、ブリッジ部分です。ブリッジは一端から他端へ渡る部分を指し、プリント進行中に中央部分が垂れ下がる可能性があるため、サポート材による支えが必要です。窓やドアの上部などが例として挙げられます。
さらに、複雑な凹凸がある形状もサポート材を必要とします。内部に空洞がある形状や急な傾斜角度を持つ部分では、プリント中に歪みや突起が発生しやすく、全体の強度や外観に影響するため、サポート材による適切な支持が重要です。
以上のように、3Dプリンターでの具体的な形状のニーズに応じて、どの方式に対しどのサポート材を選定するかが重要になります。
サポート材の種類
3Dプリンター用のサポート材にはいくつかの種類があり、用途と特性に応じて適切に選択する必要があります。
水溶性サポート材

水溶性サポート材は水に簡単に溶ける素材で、主に光硬化樹脂を使用するインクジェット方式で利用できます。水(水道水可)に浸すだけでサポート材が溶解するため、後処理が非常に簡単です。この水溶性サポート材は、複雑な形状の造形に特に効果的です。たとえば、内部構造が複雑なオブジェクトや取り外しが困難な場所によく使用されます。また、水溶性であるため溶剤を必要とせず、比較的安全に扱えるという利点もあります。
可溶性サポート材

可溶性サポート材は特定の溶剤で溶解できるサポート材で、モデルを傷つけずに高品質な表面仕上げが得られるため、精密な部品やプロトタイプの作成に最適です。
使用する際の重要なポイントとして、溶剤が強アルカリ性を持つ場合があるため、取り扱いには十分な注意が必要です。手袋や保護ゴーグルなどの安全対策を必ず講じるようにしましょう。
非可溶性サポート材

非可溶性サポート材は物理的に除去するタイプのサポート材です。フィラメントタイプの3Dプリンターでは主にモデル材と同じ材料を使用し、インクジェット方式などの液体材料を使用する場合は異なる材料(ゲル状タイプを含む)が採用されています。
この非可溶性サポート材の最大の利点はサポート除去時間の短縮です。へらや竹串でゲル状サポート材を剥がし、研磨剤入りスポンジで水洗いすれば綺麗に仕上がります。可溶性サポートの溶解を待つ必要がなく、特殊な溶剤や設備も不要なため、どこでも手軽に除去作業ができます。
ただし、物理的な除去作業は労力を要し、精密なモデルでは傷つくリスクがあります。また、複雑な構造や狭い箇所では除去が難しく、初心者には扱いづらい面もあります。そのため、造形物の形状に応じた適切なサポート材選びが重要です。
サポート材の使い方
3Dプリンターにおけるサポート材の使い方は、主に安定した造形をするために使用されます。サポート材を正しく使用することで、複雑な形状やオーバーハング、ブリッジなどの造形も精度高く行うことが可能です。
スライサーソフトを使用したサポート材の生成 ※フィラメントタイプの場合
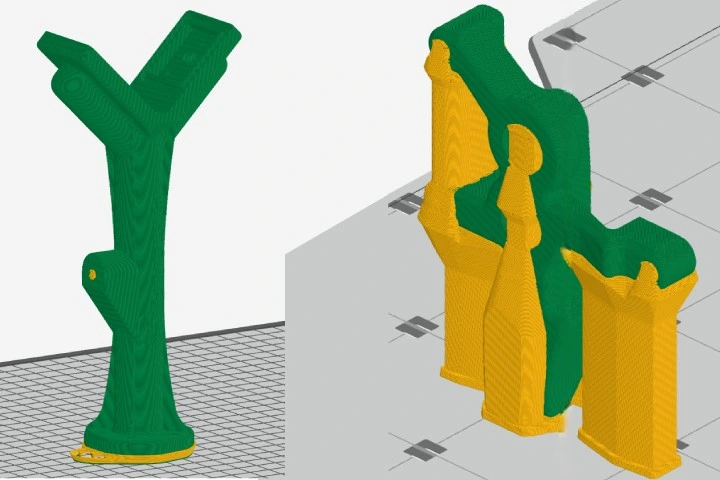
スライサーソフトでサポート材を生成するには、まず3Dモデルをインポートし、ソフト設定内でサポート材追加オプションを選択します。一般的にはオートマチックにサポート追加されますが、必要に応じて手動追加も可能です。
主な設定項目には、サポート密度、配置方法、接触点の強度などがあります。密度を高くすればより強固なサポートが得られますが、除去が難しくなるためバランスが重要です。また、造形物とサポート材の接触点を最小限にすることで、表面の仕上がりが向上します。最終的に、造形完了後に手動または溶解処理で簡単に除去できるよう適切に設定することがポイントです。
メーカーによっては、設定を特に気にせずともうまく造形出来るようなパラメータがデフォルトでセットされているプリンターもあります。
押し出しノズルによる設定の違い ※フィラメントタイプの場合
押し出しノズルによってサポート材の設定が異なることがあります。一般的なシングルノズルタイプの3Dプリンターでは、メインフィラメントとサポート材が同じノズルから押し出されるため、材質や溶解性を工夫する必要があります。一方、デュアルノズルタイプのプリンターでは、メインフィラメントとサポート材を別々のノズルから押し出すことができます。この場合、水溶性サポート材などを用いることができ、除去が非常に容易になります。
また、ノズル径や押出速度の設定にも注意が必要です。ノズル径が大きいほどサポート材の押出速度を速くすることができますが、細かな部分でのサポート精度が低下する可能性があります。一方、ノズル径を小さくすれば精度の高い支持体が得られますが、時間がかかるため効率を考慮してバランスをとることが重要です。
サポート材の除去方法
3Dプリント完了後、サポート材を除去する工程は非常に重要です。サポート材を適切に除去することで、最終製品が大幅に改善されます。
手動での除去
サポート材の手動除去は簡単な道具と手順で行えるため、初心者にも適した方法です。まず、ニッパーやペンチで大まかなサポート材を取り除き、次にデザインナイフやスクレーパーで細かい部分を除去します。これにより細部まで綺麗に仕上がります。
さらに細かな仕上げには、やすりやサンドペーパーを使って表面を滑らかにすることで、造形物の外観と品質が向上します。
ただし、過度な力を加えると造形物を損傷する恐れがあるため、慎重な作業が必要です。また、作業中の怪我を防ぐため、適切な保護具の使用をおすすめします。
可溶性サポート材の除去
可溶性サポート材は水や特定の化学溶剤で簡単に除去できるため、複雑なデザインの造形に最適です。使用方法は、造形物を溶解槽に浸し、指定時間待つだけです。溶剤の種類によって溶解時間は異なるため、製品の指示に必ず従いましょう。
この方法の利点は、サポート材が溶け出して簡単に除去でき、労力をかけずに細部まで綺麗に仕上げられることです。特に水溶性サポート材なら水に浸すだけで済むため、非常に扱いやすいです。
ただし、溶剤の取り扱いには十分な注意が必要です。適切な化学物質の取り扱い方法を守り、十分な換気を確保して安全に作業してください。また、作業後の廃液は環境に配慮した方法で適切に処理しましょう。
サポート材の設定に関するポイント
3Dプリンターでサポート材を適切に設定することは、成功した造形物の品質と効率に大きく影響します。設定の調整によって、サポート材の使用量やプリント時間を最適化できるため、造形プロセス全体がスムーズになります。
設定項目の理解
サポート材の設定項目は、多くのスライサーソフトにおいて細部にわたります。代表的な設定項目について説明します。
1.サポート材密度
サポート材の密度は、プリントの安定性や造形モデルの品質に影響します。高い密度は強力な支えを提供しますが、除去が困難になる場合があります。低い密度は除去が容易ですが、安定性が劣る可能性があります。
2.サポート材のオーバーハング角度
オーバーハングの角度は、どの角度までプリンターがサポートなしで造形できるかを決定します。設定した角度を超える場合にサポート材が生成されることがあります。
3.サポート材の間隔
サポート材の間隔設定は、造形物とサポート材との接続部分の強度に影響します。適切な間隔を設定することで、サポート材が簡単に取り外せ、かつ造形物がしっかりとサポートされます。

これらの設定項目を理解し、適切に調整することで、造形物の品質やプリントの成功率を向上させることができます。
造形物の角度と配置の調整
造形物の角度と配置を適切に調整することで、サポート材の使用量削減とプリント品質の向上を同時に実現できます。
1.角度の調整
造形物を垂直に近い向きで配置すると、積層回数が増加し造形時間が長くなります。オーバーハング部分が多い造形物は、適度に傾けることでサポート材を効果的に削減できる場合があります。
2.配置の最適化
プリントベッド上の配置も重要な要素です。造形物を中央に配置することでプリンターの動作が最適化され、均一な冷却と安定したプリント品質が得られます。複数の造形物を同時にプリントする場合は、それぞれの位置関係を工夫することでサポート材の総使用量を抑制できます。
3.分割プリント
複雑な形状の造形物は、複数のパーツに分割してそれぞれを最適な角度でプリントする方法も効果的です。後工程で分割パーツを組み立てることで、サポート材を大幅に削減できます。
これらの調整技術を適切に組み合わせることで、サポート材の使用を最小限に抑えながら、高品質な造形物を効率的に造形することが可能になります。
サポート材を付けない方法

サポート材を使用しない3Dプリント方法について解説します。この技術を活用することで材料コストの削減が可能になり、造形物の後処理も大幅に簡略化できます。効率的な3Dプリント工程を実現したい方に特におすすめの手法です。
造形方向の工夫
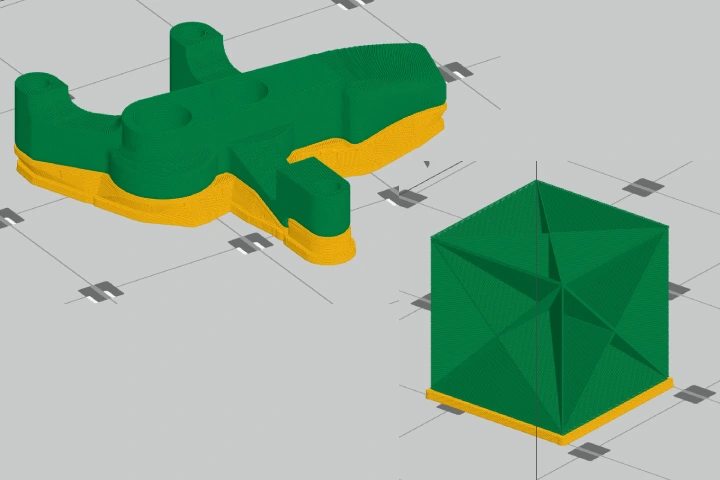
造形方向の最適化により、サポート材の使用を最小限に抑えることができます。基本原則として、造形物がプリントトレイに最大面積で接地する方向を選択することが重要です。たとえば、オーバーハングが最小になるようモデルを適切に傾けることで、サポート材が必要な箇所を大幅に減らせます。
さらに、造形角度の調整は積層痕の視認性にも影響します。垂直方向の積層痕は目立ちにくくなり、仕上がりの品質が向上します。たとえば、細長い形状を垂直に立てて造形すると、横方向の層線が目立ちやすくなります。
実践的なアプローチとして、実際のプリント前にスライサーソフトでの最適角度シミュレーションが非常に効果的です。プリントプレビュー機能を活用して造形方向とサポート材の必要性を事前に確認することで、プリント成功率と完成品質の両方を高めることができます。
モデルを複数に分割する方法
モデルを複数のパーツに分割する手法は、サポート材を回避するための効果的な戦略です。特に大型モデルや複雑な形状の造形において、この方法は大きな威力を発揮します。分割によりサポート材が不要な面を最大化できるためです。
たとえば、大きなオーバーハングを持つモデルをそのままプリントすると多量のサポート材が必要ですが、これを45度以下の角度に配置可能なパーツに分割することで、サポート材の使用量を劇的に減らせます。プリント後は接着剤や溶着などの方法でパーツを結合します。
分割設計において重要なのは、接合部が完成品で目立たないよう工夫することです。スライサーソフトでサポート材の配置や接合面を事前に確認し、最適な分割ラインを決定しましょう。この分割アプローチには、プリント時間短縮と材料コスト削減という副次的メリットもあります。特にプリント失敗時には全体ではなく問題のあるパーツのみを再プリントすればよいため、時間と材料の無駄を大幅に減らせます。
サポート材の課題と対策
サポート材には、材料費や造形時間の増加が主な課題です。適切な種類の選定と設定の工夫でこれらの課題を軽減できます。
材料費の削減方法
サポート材の材料費を削減するためには、以下の方法があります。まず、サポート材の充填率を低く設定することが効果的です。充填率を低くすることで使用する材料の量が減り、コストを削減できます。また、オーバーハング部分の角度を小さくし、必要最小限のサポート材で対応することも良い方法です。
もう一つの方法として、モデルのデザイン自体を工夫してサポート材を最小限に抑えることも重要です。これには、モデルを複数のパーツに分割してプリントし、後で組み立てる方法や、サポート材を必要としない形状にするなどがあります。
造形時間の短縮方法
モデルを複数のパーツに分割することも、サポート材の使用を避けるテクニックの一つです。この方法は、特に大型または複雑な形状のモデルに効果的です。モデルを分割することで、サポート材が不要な領域を増やすことができます。
たとえば、大きなオーバーハングを持つモデルをそのままプリントすると、多くのサポート材が必要になりますが、これを45度以下の角度に配置することで、サポート材の必要性が減少します。分割されたパーツは、接着剤や溶接などの方法を使用してプリント後に接合されます。
分割したパーツの接合部が目立たないようにデザインすることも重要です。スライサーソフトウェアでサポート材の配置や接合部を確認しながら、最適な分割方法を選択してください。
モデルを分割することは、プリント時間と材料コストの削減にもつながります。特に、プリントが失敗した場合、すべてを再プリントする必要がなく、一部のパーツだけを再プリントして接着すれば良いため効率的です。
3Dプリンターサポート材の基本と応用
3Dプリンターのサポート材について理解を深めることで、造形の成功率や品質向上を実現することができます。サポート材は複雑な形状やオーバーハングのある部品を安定して造形するために不可欠な存在です。種類としては水溶性サポート材、可溶性サポート材、非可溶性サポート材があり、それぞれに適した用途や特性があります。
サポート材を効率的に使うには、スライサーソフトを用いた設定や押し出しノズルの適切な使用が重要です。また、サポート材の除去方法や、設定項目の理解も欠かせません。手動での除去や溶解性サポート材の除去方法についても学ぶことで、後処理の手間を減らすことができます。これらの設定が予め最適化されている3Dプリンターも各メーカーから提供されています。製品選定の際には、自分のニーズに合った機種を見つけるための幅広い情報収集をおすすめします。さらに、サポート材を使用しない造形方法や、材料費やプリント時間の削減方法についても知識を深めることで、効率的な3Dプリントを実現できます。たとえば、造形方向の工夫やモデルの分割による方法があります。
これらのポイントを押さえることで、3Dプリントのスキルを向上させ、複雑な造形物を高品質かつ効率的に作成することが可能になります。ぜひ、これらの知識を活用して、3Dプリンターの魅力を最大限に引き出してください。
3Dプリンター 資料ダウンロード
3Dプリンターの紹介資料がダウンロードいただけます。