物流倉庫におけるIoT活用の概要と最新動向
物流倉庫でのIoT活用とは、IoT技術を使って倉庫管理や作業効率化、情報の可視化を進め、運用全体を最適化する取り組みです。
IoTが物流倉庫にもたらす可能性
IoT技術は、物流倉庫の在り方にも大きな変革をもたらします。たとえば、倉庫内の貨物やパレットにセンサーを設置することで、在庫や作業進捗をリアルタイムで把握できます。これにより誤出荷や在庫切れのリスクが減少し、作業効率化やコスト削減に直結します。さらに、物流ロボットの自律稼働や、デジタルツインを活用した需給バランスの最適化も進んでいます。IoTの活用により、従業員の負担軽減やセキュリティ対策の強化、トレーサビリティの確保など、多様な効果が期待できます。
物流業界で急増するIoT導入ニーズ
近年、EC市場の拡大や消費者ニーズの多様化によって、物流業界ではIoT導入への関心が急速に高まっています。特に、現場作業を自動化・省力化し、コスト削減や人手不足に対応したい企業が増加しています。RFIDや倉庫管理システムの導入例も多く、作業効率化や品質管理の強化、異常検知も重要なテーマとなっています。また、スマートロジスティクスやデジタルツインを活用して全体最適を目指す動きも活発化しており、今後ますますIoTへの期待は高まっていくでしょう。
物流倉庫のIoT導入のメリットと課題
物流倉庫のIoT導入には作業効率化や品質向上など多くのメリットがある一方、セキュリティや人材確保、初期投資といった課題もあります。
IoT導入で実現可能なコスト削減と効率化
IoT技術を導入することで、物流倉庫内の作業を可視化でき、不要な人件費や業務ロスの削減が実現します。たとえば、物流ロボットや自動搬送システムの活用により、従業員の手間を省き、短時間で多くの作業を完了できます。また、RFIDやセンサーを活用した在庫の一元管理や自動発注も可能となり、過剰在庫や欠品のリスクが減少します。こうした仕組みによってオペレーションコストが下がるだけでなく、業務全体の効率化・最適化が図れ、持続可能な運営体制につながります。
リアルタイムの作業進捗の見える化
倉庫内でのIoT活用は、作業進捗の見える化を可能にします。センサーやIoT対応の倉庫管理システムを導入することで、どの作業がどこまで進んでいるのかリアルタイムで確認できます。これにより、現場担当者や管理者は現状把握が容易となり、トラブルや停滞が発生した場合も迅速な対応が可能です。また、デジタルツインやダッシュボード分析を活用すれば、全体のオペレーション最適化や従業員配置の最適化にもつながります。
IoT導入が直面するセキュリティや人材の課題
物流倉庫にIoTを導入すると、サイバー攻撃や情報漏洩などセキュリティ対策がより重要になります。また、IoT技術を扱えるエンジニアや現場スタッフの確保、教育も大きな課題です。セキュリティリスクには、最新の認証技術やアクセス制限、定期的なシステムチェックの導入が不可欠です。加えて、IoT活用ノウハウを持つ人材育成や、既存スタッフへの研修体制を整えることが、IoT導入を成功させるための重要なポイントとなります。
通信障害を回避するための対策
IoT運用では通信インフラの安定性が企業の業務継続に直結します。物流倉庫で発生しがちな通信障害に備えるには、二重化、バックアップ回線、通信機器やセンサーの定期点検が有効です。また、倉庫の構造や規模、壁材などによる電波障害も考慮し、適切なアンテナ設計や中継機の設置が求められます。加えて、クラウドサービスの活用や障害発生時の自動切替機能、ネットワーク異常の通知体制を整えることで、安定したIoT運用環境を実現できます。
物流倉庫におけるIoT活用の具体例
物流倉庫におけるIoT活用の具体例として、在庫管理のRFID導入や物流ロボットの活用、温度管理などが挙げられます。
RFIDを活用した在庫管理の効率化
RFIDは倉庫内の商品や資材に無線ICタグを付与し、リーダーで一括読み取りできる仕組みです。これにより、従来のバーコード管理よりも在庫情報の収集・更新が自動化され、人的ミスや手作業の手間を大幅に削減できます。さらに、リアルタイムに在庫状況が可視化できることで、過剰在庫や品切れ、誤出荷リスクも抑えられます。結果として、在庫管理コストの削減、現場作業の効率化、経営判断の迅速化を実現し、物流倉庫全体のオペレーション品質が向上します。
物流ロボットによる作業省力化事例
物流ロボットは、ピッキングや搬送・仕分けなどさまざまな倉庫作業を自動化します。たとえば、AGV(無人搬送車)やAMR(自律移動ロボット)が商品の運搬を担うことで、従業員はより付加価値の高い業務に集中できます。実際に、複数の物流倉庫でロボット導入により作業効率が向上し、従業員数を抑えながらも出荷量増加に対応できた事例があります。省力化だけでなく、労働力不足対策、安全性の向上、業務工程の標準化にも大きなメリットがあります。
温度管理やトレーサビリティにおける活用事例
温度管理が欠かせない医薬品や食品の倉庫では、IoTセンサーが庫内環境をリアルタイムで監視します。これにより、設定温度を超えた場合は即座にアラートが発信され、品質事故のリスクを極小化できます。また、トレーサビリティ機能として物流工程ごとにデータを記録し、万が一の問題発生時も経路や原因の特定が容易です。これらにより、顧客信頼の確保や品質保証、法規制対応の向上にもつながります。
物流倉庫にIoTを導入するための成功ポイント
物流倉庫でIoTを導入するには、ROI分析や段階的な導入設計、現場参加型の運用体制構築などの成功ポイントが重要です。
初期投資の考え方とROI分析
IoT導入時は初期費用の負担が大きい印象がありますが、ROI分析を行うことで中長期的なコスト削減効果や利益向上が明確化できます。センサーや倉庫管理システム、物流ロボットなど機器選定の段階から予算計画を立て、どのプロセスに最も効率化効果があるか事前評価を実施しましょう。導入後は実際の効果測定を継続し、改善点を反映することで、投資対効果を最大化しながら持続的な運用と進化を目指せます。
導入の成功を導くための具体的なステップ
物流倉庫でのIoT導入を成功させるためには、まず現状課題の洗い出しと目標設定が不可欠です。その上で、小規模なパイロット導入を経て、効果を分析しながら段階的に拡張していく方法が効果的です。加えて、現場スタッフへのIoT教育や運用ルール整備、上層部からの支援体制づくりも大切です。また、セキュリティ対策やトラブル発生時の対応フローも明確にして、安定したシステム運用へつなげましょう。
他社の成功事例から学ぶポイント
他社の物流倉庫におけるIoT活用事例からは、RFIDや物流ロボット導入で人的作業量が半減した例や、温度管理システム導入による品質事故ゼロ化など多くの成功要因を学べます。共通しているのは、経営層と現場が連携したプロジェクト推進や、導入後もPDCAを回し続けた取り組みです。また、自社独自の運用ルールや改善案を現場主導で積極的に反映することが、より大きな成果につながっているといえるでしょう。
IoT活用で次世代の物流オペレーションを実現
本稿では、物流倉庫におけるIoT活用の重要性と、具体的なメリットについて解説してきました。データの可視化は、単なる効率化だけでなく、働くスタッフの安全性向上や資産管理の適正化に直結します。
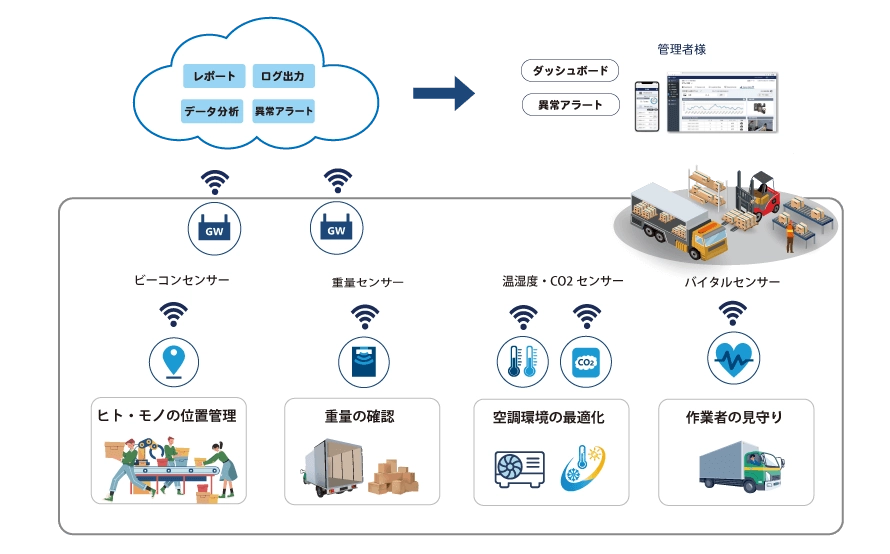
丸紅I-DIGIOグループでは、IoT統合プラットフォーム「MAIDOA plus」を活用した物流倉庫・工場向けソリューションを提供しています。センサーの選定からクラウド基盤、柔軟なUI開発までを一括して担う「垂直統合型」のサービスにより、現場のニーズに即したシステムを低コストかつ短期間で構築できます。
パレットや工具の位置情報管理による「探す時間」の削減はもちろん、バイタルセンサーによる作業員の健康状態のモニタリングや、BEMS(ビルエネルギー管理システム)と連携したAIによる空調の自動最適制御など、活用シーンは多岐にわたります。安全管理の強化と生産性向上を同時に実現できるIoTパッケージとして、ご検討いただければ幸いです。
ご興味をお持ちいただけましたら、ぜひお気軽にお問い合わせください。
お役立ち資料
本記事に関する資料をダウンロードいただけます。