金型の構造が複雑化し、型費削減や工程削減の要求が高まる中で、金型トライアウトの長期化が課題となっています。加えて、材料ロットや板厚、潤滑条件の違いによって、しわ・割れ・かじり・表面傷・スプリングバックの出方が変動し、安定品質に到達するまでに何度もトライと修正を繰り返してしまうケースも少なくありません。
本来であれば、「設計」「CAE」「現物トライ」は一つのループとしてつながるべきですが、多くの自動車部品工場では、依然として経験と勘に頼った「やってみて直す」プロセスが中心です。
その結果、デジタルと現物のズレが埋まらず、Q(品質)・C(コスト)・D(納期)のすべてに影響し、トライアウトが開発リードタイムと現場負荷の大きなボトルネックになっています。
本稿では、CAE精度と金型設計データそのものを底上げし、「少ない修正で目標寸法」に早く到達するための考え方について、丸紅I-DIGIOグループ 製造ソリューションセグメント 製造ソリューション事業本部 計測製造ソリューション営業部の新発田 健司が、具体例を交えながら解説します。
CAEも金型設計も、「インプットの品質」がボトルネックになっている
プレス成形のCAEや金型設計は年々高度化しています。一方で、現場では次のような声を耳にすることがあります。
- CAE解析はしているが、実測結果と合わない
- 解析結果どおりに見込み変形しても、狙い寸法に収束しない
- 測定結果をCADに戻すのに時間がかかり、トライのたびにCAD修正が発生する
- そもそも金型設計のCAD面品質が十分でなく、R逃がしなどの修正がしづらい
こうした課題の背景にあるのは、CAE解析結果・金型設計データ・現物データの「つながり」と「品質」が十分ではないことです。

この状態では、いくらCAEを繰り返しても、「なぜ現物と差が出たのか」が蓄積されず、毎回ゼロベースに近いトライアウトになりがちです。つまり、問題は解析ツールそのものではなく、解析に入れる前段階のインプットと、結果を次に活かすためのデータ連携にあると言えます。
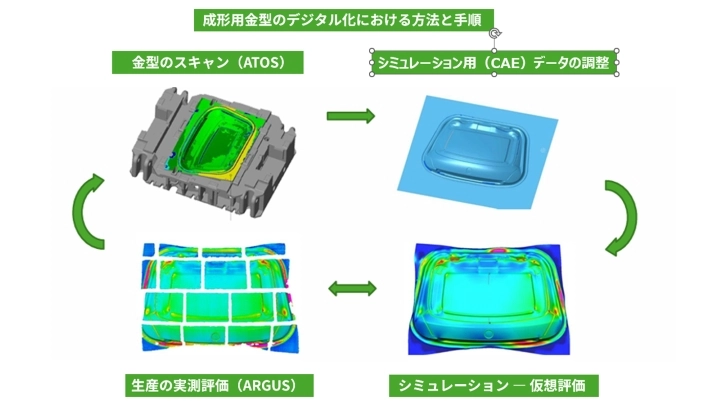
3DスキャナとCADソフトで、「測る→CAE→CAD→加工」を正しくつなぐ
トライアウト時間を削減するには、実物を正しく測定し、その結果を金型モデルやCAEに反映させることが重要です。測定データを起点に、解析・設計・加工までを一つのデジタルループとしてつなぐことで、修正の精度とスピードを高めることができます。そこで有効なのが、3DスキャナとCADソフトを組み合わせたアプローチです。
3Dスキャナで、CAEと現物のギャップを可視化
ATOSやT-SCANなどの3Dスキャナ、さらにARGUSのような成形性解析システムを活用することで、次のような情報を短時間かつ高精度に取得できます。
- プレスパネルの全体3D形状
- 面上での板厚減少率、主ひずみ、成形限界線図(FLD)
- 工程間での形状変化やスプリングバック量
- 金型、FM模型、鋳物粗材、加工後金型の全体偏差
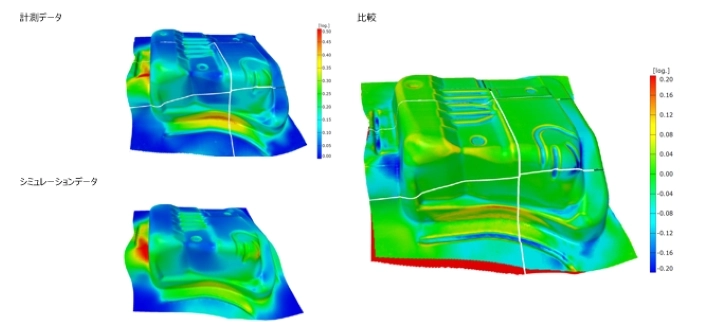
これにより、CAE上のバーチャルな解析結果と、3Dスキャナで取得した実測値を比較し、解析の妥当性を検証できます。また、どの工程のどの部位で、どの方向に不具合が発生しているのかを明確にでき、これまで感覚的に扱われてきた手修正やトライ結果も、数値データとして蓄積可能になります。
CAEを「画面の中だけの結果」で終わらせず、現物に即した解析へと近づけるうえで、この見える化は非常に重要です。
実測結果を用いて、金型設計データを素早く修正
従来のトライアウトでは、測定後にケガキを行い、現物を見ながら手修正を加え、その後あらためてCADを修正する流れが一般的でした。この方法では、現場の知見に依存しやすく、修正に時間もかかります。
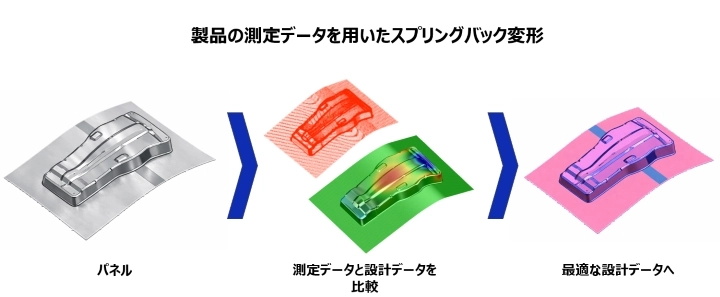
一方、3Dスキャナの測定データを活用すれば、出来上がった製品と設計データの差異を比較し、その差分をもとに設計データを補正できます。たとえば、測定データとCADを重ね合わせてカラーマップで偏差を確認し、逆見込み変形を行うことで、金型修正をより正確かつ迅速に進められます。
単に「測って原因を見つける」だけでも効果はありますが、測定データを設計データの補正にまで活かすことで、トライアウト工数の削減効果はさらに大きくなります。
ARAMISで「プレス機と金型の挙動」まで可視化
材料や金型形状を整えても、プレス機そのものの動きが不安定であれば、トライアウト結果のばらつきはなくなりません。そこで有効なのがARAMISです。
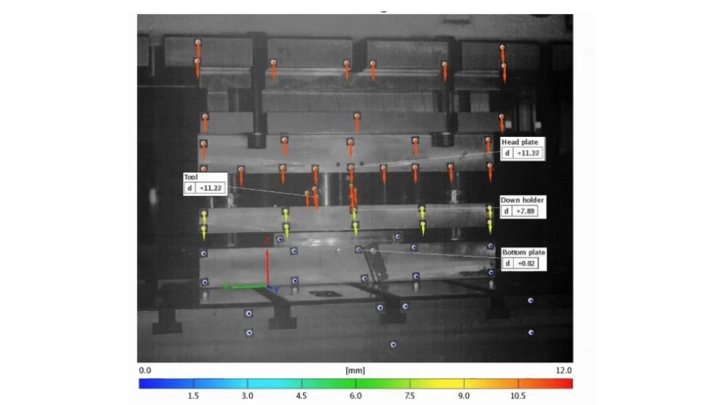
ARAMISは、プレス機と金型の実際の動きを三次元で可視化し、どこが・どれだけ傾き、たわみ、位置ずれを起こしているかを数値で把握できるシステムです。主に以下のような分析に活用できます。
- プレス機と金型の動的3Dモーション分析
- スライドやボルスター、金型間の相対変位を3Dで計測
- ストローク中の「たわみ」「傾き」「位置ずれ」をタイミングごとに把握
- 機械剛性、振動、振幅など機械能力の可視化
- ハイテン材成形時など負荷が大きい条件で、金型がどの程度たわんでいるかを数値で確認
- 振動や振幅が大きい工程・ストローク位置を特定し、不具合の原因を明確化
- 最適な機械パラメータの検討
- 加工位置、ブランクホルダー圧力、加速度などの条件変更が、金型間変位やたわみにどのような影響を与えるかを比較
これにより、「どの条件にすると金型挙動が安定するか」を感覚ではなくデータで判断できるようになります。
たとえば、同じ金型・同じ材料でも、プレス条件によって結果が変わる原因を特定しやすくなり、条件出しのトライ&エラー回数を減らすことができます。また、過大な負荷がかかっている箇所を早期に把握できるため、型保全や寿命延長の検討にもつなげられます。
CAEの精度向上こそが、金型リードタイム短縮の近道
CAEと3Dスキャナを組み合わせて、バーチャルと現実のギャップを埋めていくことは、金型製作のリードタイム短縮に直結します。
特に重要なのは、CAEへのインプットを最適化することです。実測した板厚・ひずみ・形状データをCAEモデルと照合することで、製品に対して解析結果がどの程度ずれているのかを把握できます。その差分をもとに次回の解析条件や見込み変形を補正すれば、トライごとの修正が的外れになりにくくなります。
結果として、同じ2〜3回のトライでも、目標寸法への到達スピードを大きく高めることが可能です。単にトライ回数を減らすだけでなく、1回ごとの“前進量”を大きくすることが、リードタイム短縮の本質だと言えます。
トライアウト工数を本質的に減らすには
トライアウト工数を本質的に減らすためには、次のようなデジタルループを回し続けることが重要です。
- 3Dスキャナで現物を正しく見える化する
- その結果をCAD/CAEにきちんと戻す
- 修正済みデータを次の金型・次の車種に活かす
丸紅情報システムズでは、このループを実現するためのATOSをはじめとした3D計測システムと、測定結果を設計・金型データへ反映するTebis(CAD/CAM・リバース・変形機能)をワンセットで提供しています。
「自社のプロセスにどう組み込めるか知りたい」「どこから着手すべきか整理したい」といった要望がありましたら、ぜひお気軽にお問い合わせください。
本記事に関連する資料のダウンロード
3Dスキャナ(三次元測定機)の製品資料がダウンロードいただけます